Система для контроля сварных швов PipeWIZARD
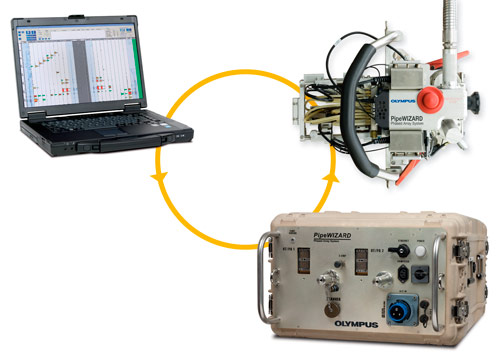
The PipeWIZARD is an automated girth weld inspection system using phased array and conventional UT techniques (AUT). Specially designed for in-site weld-to-weld inspection in extreme environments, on-shore and off-shore.


Описание:Трубопроводы выполняют очень важную функцию в промышленном производстве по всему миру. Они используются для транспортировки больших объемов газа, нефти, воды и различных химических веществ. Кольцевые сварные швы выполняются непосредственно на местах с использованием автоматических сварочных систем. Сварные швы - это самое слабое место в технологическом цикле строительства трубопроводов. Именно здесь чаще всего возникают дефекты. Швы подвергаются неразрушающему контролю, затем на них наносится специальное покрытие, после чего трубы либо закапываются в землю, либо укладываются на морское дно. С учетом высоких требований, выдвигаемых технологией строительства, очень важное значение имеет оперативное обнаружение и анализ дефектов сварных швов. Автоматический ультразвуковой контроль (АУЗК)
В последние годы технология автоматического ультразвукового контроля (АУЗК) постепенно вытесняет традиционные рентгенографические методы контроля труб по всему миру. Технология рентгенографического контроля имеет серьезные ограничения в своем применении: низкое качество обнаружения двумерных дефектов, отсутствие возможности вертикального контроля размеров. В дополнение к этому, вызывают опасение вопросы безопасности и влияния на экологию. Преимущества технологии АУЗК:
Фазированные решеткиВ системах АУЗК предыдущего поколения использовались многодатчиковые системы со стандартными ультразвуковыми датчиками. Десять лет назад появились первые системы с фазированными решетками. Технология фазированных решеток предполагает электронное формирование луча для отправки и получения ультразвукового сигнала. Каждый элемент решетки имеет инди-видуальный импульс и задержку, что позволяет использовать множество углов наклона лучей и различные значения фокусного расстояния. Технология фазированных решеток обеспечивает существенные преимущества в сравнении с многодатчиковыми системами:
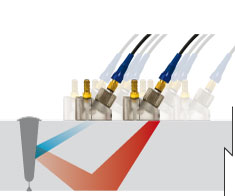
Фазированные решетки:
полный охват шва двумя датчиками Традиционная технология ультразвукового контроля:
полный охват: > 24 датчиков
На иллюстрации показан пример контроля одной зоны. Технология фазированных решеток позволяет проводить одновременный контроль всех зон с использованием одного и того же датчика.
Технология фазированных решеток обеспечивает полный охват сварного шва при наличии одного датчика с каждой из сторон. На иллюстрации показан пример контроля одной зоны. При использовании традиционной технологии ультразвукового контроля для охвата всех зон требуется несколько датчиков.
Соответствие стандартамВ 1998 г. Американское общество по испытанию материалов (ASTM) опубликовало стандарт E-1961-98 (повторно утвержден в 2003 г.), который регулирует основные аспекты автоматического ультразвукового контроля кольцевых сварных швов - зональное разделение, оперативная обработка данных, отдельные калибровочные блоки и процедуры конфигурации. Стандарт E-1961 отно-сится к инженерной оценке критичности дефекта. Кроме того, в 1999 г. Американский нефтяной институт (API) опубликовал 19-ю версию Стандарта 1104, который относится к механизированному ультразвуковому и рентгенографическому контролю кольцевых швов. Система PipeWIZARD позволяет выполнять проверку на соответствие требованиям стандарта ASTM E-1961, а по косвенным признакам - и на соответствие требованиям стандарта API 1104. Кроме того, обеспечивается контроль соблюдения стандарта DNV-OS-F101, который относится к морским технологиям АУЗК. В некоторых случаях требования, выдвигаемые компаниями, могут быть более строгими, нежели положения, содержащиеся в стандарте, в основном за счет более точного измерения размеров и более высокого разрешения. Назначение PipeWIZARDСистема PipeWIZARD создана специально для работы в экстремальных условиях: от холодных сибирских районов до жарких пустынь Ближнего Востока; она выдерживает сильную влажность, высокое содержание соли и засушливые условия. Помимо этого, проводились различные испытания для обеспечения устойчи-
PipeWIZARD отвечает всем конфигурациям кольцевых сварных швов:
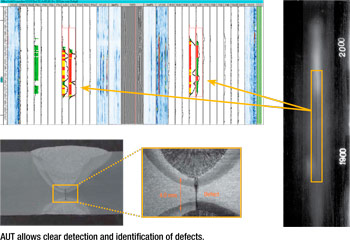
К основным обнаруживаемым дефектам относятся непровар, неполное проплавление, наличие пор, прожог, подрез зоны сплавления, геометрическое несоответствие, трещиноватость, наплыв, посторонние включения и т. д. Продолжительность цикла проверки колеблется от 2 до 6 минут в зависимости от типа шва, диаметра трубы, расположения шва и внешних условий. Общая сводка по использованию систем PipeWIZARD
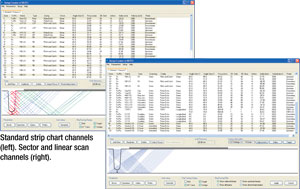
Технология контроля с использованием зонального разделения
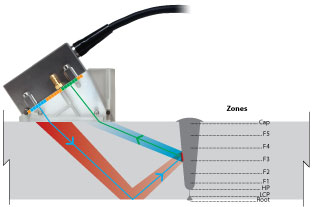
Технология, лежащая в основе системы PipeWIZARD, - это зональное разделение, при котором каждая отдельная зона сварного шва проверяется с использованием отдельного ультразвукового луча. Высота зоны приблизительно равна одному сварочному проходу.
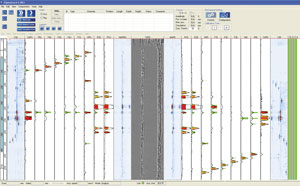
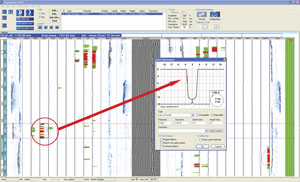
Два ФР-датчика, по одному на каждой стороне сварного шва, обеспечивают полный охват зоны разделки и всего объема сварного шва. В зависимости от контролируемой зоны используются эхоимпульсные и приемо-передаточные ("pitch and catch") конфигурации. Эти ФР-каналы отображаются в виде линейной диаграммы. Еще одна технология, которая применяется для улучшения качества обнаружения и определения размеров для мелких или разориентированных дефектов, - это технология дифракционно-временного контроля (TOFD). Данная технология также используется для подтверждения показателей, отображаемых на линейной диаграмме. Данные для TOFD берутся либо с ФР-датчиков, либо с отдельных традиционных датчиков.
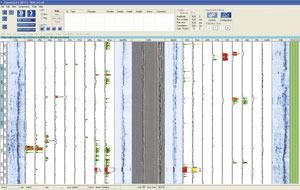
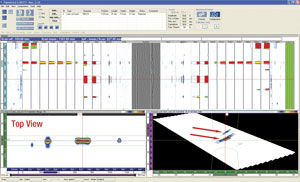
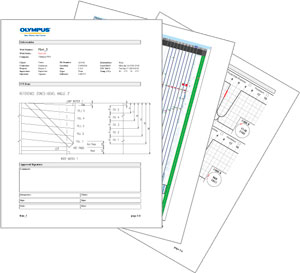
Для обнаружения поперечных дефектов шва может использоваться дополнительный поперечный модуль с 4 отдельными традиционными датчиками. Для контроля сопряжения отдельных ФР-датчиков во время сканирования шва и калибровочного блока на дисплей выводятся отдельные каналы. Для различных конфигураций сварного шва требуется использовать отдельный калибровочный блок, диаметр, толщина и материал которого совпадают с соответствующими характеристиками трубопровода, который будет контролироваться на объекте. Выполняется специальная обработка блока, при которой имитируются типичные дефекты, вероятность возникновения которых существует в процессе сварки. Калибровка всех лучей выполняется в соответствии с процедурой контроля. Усовершенствованное программное обеспечение с удобным пользовательским интерфейсомВ основе ПО PipeWIZARD V4 лежит надежный и проверенный в эксплуатации программный модуль получения и анализа данных TomoView. Он позволяет выполнять автоматическую настройку, предлагает различные инструменты для анализа данных (включая двухмерный вид), удобные инструменты для создания отчетов в сочетании с усовершенствованными возможностями контроля сварного шва. Программное обеспечение PipeWIZARD V4 разработано с учетом простоты использования, гибкости и масштабируемости, которые требуются для контроля конфигураций повышенной сложности. Пользовательский интерфейс оптимизирован для ускорения процесса обучения и повышения эффективности использования; операторы систем АУЗК могут научиться пользоваться программой PWZ V4.0 с минимальными усилиями. Программное обеспечение PipeWIZARD V4 создано на платформе TomoView, которая постоянно обновляется для добавления новых возможностей. Кроме того, обновления можно легко установить непосредственно в процессе работы на объекте. Создание автоматических настроек |
- Продукты
- Передовые решения неразрушающего контроля
- Дефектоскопы
- Интегрированные системные решения в области НК
- Толщиномеры
- Компоненты микроскопов
- Оптические измерительные системы
- Видеоскопы, бороскопы
- Высокоскоростные видеокамеры
- Анализаторы XRF и XRD
- Микроскопия
- Semiconductor & Flat Panel Display Inspection
- Инвертированные металлургические микроскопы
- Лазерные конфокальные микроскопы
- Модульные микроскопы
- Объективы
- Опто-цифровые микроскопы
- Поляризационные микроскопы
- Программное обеспечение для анализа изображений
- Прямые металлургические микроскопы
- Стерео микроскопы
- Цифровые камеры
- ПРИМЕНЕНИЕ
- Технологии
- Новости
- события
- Тех.поддержка
- Контакты